|
Soldar es el arte de unir dos metales mediante un tercer metal de relleno, o soldadura, que se funde con cada una de las partes a unir. La adhesión depende de la capacidad, por parte de la soldadura, de mojar las partes a unir, no de la fusión de los componentes metálicos.
La soldadura se puede emplear para unir, en la confección de un puente o para engrosar una cara proximal de una corona.
Consejo útiles en una soldadura correcta
La limpieza es el primer requisito en la operación de soldar ya que la adhesión depende de que la superficies a unir puedan quedar bien mojadas por la soldadura, eliminando de esta manera productos de la corrosión tales como óxidos y los sulfuros procedentes de los procesos de colado o las impurezas en la superficies de los metales cuando son calentados. Por esto antes de empezar a calentar para proceder a una soldadura, se coloca un fundente sobre las superficies metálicas. A medida que se va calentando el fundente, se va disolviendo en él óxidos, gases y productos de corrosión que se descomponen.
Los fundentes están compuestos de tetraborato sódico, ácido bórico y sílice. El fundente se aplica con mas facilidad si se prepara en forma de pasta, empleando como vehículo la vaselina, la cual aísla el fundente del aire y se quema sin dejar residuos. Los fundentes preparados con bórax hidratados o con agua como vehículo, tienden a hacer eflorescencia al ser calentados y a originar poros en la soldaduras. Y para limitar el área en que pueda correr una soldadura se utilizan antifundentes. El mas corriente es el grafito de un lápiz blando.
La soldaduras dentales deben poseer las siguientes características:
· Resistencia a la corrosión para evitar decoloración y manchas.
· Punto de fusión más bajo que la aleación de colar; debe tener un punto de fusión situado a unos 38şC - 65şC por debajo de la aleación que va a soldarse.
· Ausencia de porosidad: se forman cuando en la composición de las soldaduras hay una proporción demasiado elevada de metal de punto de fusión muy bajo que se evapora cuando se sobre calienta o cuando el espacio entre las piezas a soldar es muy pequeńo.
· Dureza: debe ser tan dura como la aleación con la que se va a usar.
· Buena fluidez: la soldadura debe correr bien a todos los puntos que convenga. La plata hace que la soldadura adhiera al metal y que corra libremente. El cobre, por otra parte, disminuye la fluidez.
Remoción en posición para soldaduras
El proceso de obtención de una estructura metálica de prótesis fija de metal porcelana es minucioso y de criterio, y exige del profesional conocimientos y dedicación para llevar a un buen termino este tipo de trabajo.
El uso de materiales de primera calidad, a pesar de las técnicas precisas, no siempre llevan a un trabajo al éxito si fue realizado por un técnico poco afecto a seguir todos los procedimientos y que prefiere "quemar etapas" y llegar más rápido al final del trabajo. Complementando los intentos de reducir el tiempo clínico o de laboratorio.
Aunque sea de practica relativamente común en prótesis fija, la obtención de piezas fundidas en monobloque, con el objeto de evitar una soldadura, es un proceso que incorpora innumerables errores y contribuye para un mal resultado final.
La fundición de las estructuras en monobloque debe ser evitada por las siguientes razones:
· Cualquier material de impresión presenta contracción de polimerización que varia de 0,11 a 0,45%.
· Los yesos especiales sufren una expansión de endurecimiento de 0,9%.
· Técnicas de impresión que incluyen cubetas parciales y cofias, y dos materiales distintos (mercaptano y alginato), pueden presentar deficiencia de asentamiento.
· Troqueles individualizados siempre presentan algún grado de imprecisión.
· Piezas pequeńas fundidas en monobloque que aparenta adaptación precisa generalmente lo hacen a costa del movimiento dentario.
Preparación del área a ser soldada
El área a ser soldada es indispensable que en ella presente características comunes que son importantes y vitales para una unión exitosa. Entre estas características se tiene:
· Obtención de espacio para la soldadura:
a) espacio reducido: no tendrá lugar el material de soldadura y esta no se adherirá.
b) espacio excesivo: será difícil efectuar la soldadura, ya que no habrá distribución por capilaridad. Como resultado se tendrá la soldadura adherida a uno de los lados, en lugar de la adherencia a ambos lados con relleno del espacio.
El espacio ideal recomendable es de 0,3 a 0,5 mm para la soldadura de la mayoría de las aleaciones. Pueden ser realizadas con discos de carburo o la interposición de una película radiográfica que es indicativa de espacio suficiente.
· Uniformidad del espacio para la soldadura:
Es importante que el espacio sea similar en toda la extensión del área a ser soldada; pues espacios irregulares de espesor pueden dar como resultado contracción de fundición de la soldadura.
· Acabado y polimerización de la superficie a ser soldada:
La unión será más efectiva si el área a soldar esta limpia y adecuadamente pulida.
Este procedimiento facilita la introducción de la pasta para soldadura en el espacio creado para ese fin, sino también aumenta la superficie de contacto entre la aleación y la pasta de soldadura.
· Obturación del espacio para la soldadura:
Esta obturación se puede realizar con cera o con resina acrílica.
La cera puede ser aplicada directamente en el área a ser soldada con los casquillos firmemente asentados en los dientes preparados, pero teniendo en cuanta que este procedimiento puede presentar cambio dimensionales en el momento de la inclusión en revestimiento.
La colocación con resinas Duralay tiene la finalidad de promover la unión de los casquillos; esta resina es más indicada para este procedimiento por presentar mayor estabilidad dimensional y tiempo de polimerización relativamente reducido.
· Inclusión y soldadura:
El procedimiento a ser seguido es aproximadamente el siguiente:
a) inclusión de la estructura en revestimiento formando un bloque de aproximadamente a 2 cm de altura. Previo a la inclusión, se coloca bajo el área a ser soldada un bastón de cera que tiene como función principal permitir la visualización del área, la limpieza del área con corros de óxido de aluminio, el acceso de la llama y el calentamiento uniforme. Para la inclusión se utiliza revestimiento propio para soldadura o revestimiento para fundición, sin la adicción del liquido especial para reducir la expansión (se hará un bloque de revestimiento dejando liberada a cielo abierto el área a soldar y su respectivo canal de acceso).
b) Luego de 60 minutos de la inclusión se coloca el bloque de revestimiento a un horno de colado para la eliminación de la resina y preparación térmica del bloque. La cera es retirada anteriormente a este paso usando una espátula, agua caliente o chorro de vapor, y se procede a la limpieza del área ser soldada con chorros de óxido de aluminios.
c) Se eleva el horno de temperatura ambiente hasta 700şC o especificaciones del fabricante del revestimiento a utilizar.
d) Se remueve el bloque del horno ubicándolo sobre la mesa de trabajo aislada con amianto.
e) Colocamos fundente en el área a soldar y con llama fina de oxígeno-gas (pico de 1,0 mm) se inicia el calentamiento de las extremidades para el centro visualizando el cambio de color por el aumento de la temperatura, cuando está en un color rojo uniforme, que en caso de que una de las piezas a unir sea más grande que la otra se procederá a darle más calor a la misma, y en ese momento colocamos la barra de soldadura con una pinza hemostática y la sujetamos hasta el escurrimiento de la misma. El laboratorista necesita de protector de lentes oscuros para la ejecución de estos procedimientos.
f) Se retira el soplete y se aguarda el enfriamiento del bloque de revestimiento con la pieza soldada, y se procede a la desinclusión y limpieza da la misma.
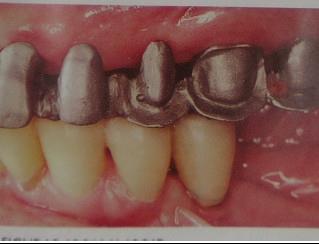
g) Procedemos a desbastar, calzar y emprolijar la estructura para ser probada en boca.
h) Durante la prueba de la pieza soldada se debe estar atento a adaptación cervical, puntos de contactos proximales, ajuste oclusal y espacio para porcelana.
Conclusión:
Cuando estemos presente ante un caso de soldadura tener en cuenta:
· Piezas coladas libres de contaminación.
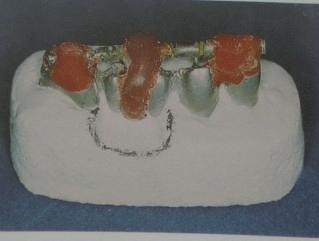
· Posicionamiento de las piezas a soldar con Duralay en boca y retiradas por una impresión por arrastre.
· Incluirlas en revestimiento en un bloque de 2 cm de espesor cubriendo todas las superficies uniformemente, dejando liberado la zona a soldar con su canal de acceso, recordando que la soldadura corren siempre hacia el lugar de mayor temperatura.
· Pasado 60 minutos eliminar las ceras, calentar el bloque para prepararlo térmicamente para recibir la soldadura.
· Colocar el fundente.
· Con una llama fina de oxigeno-gas (pico 1,0), calentar la zona hasta un color rojo uniforme.
· Colocar la barra soldadura (punta amarilla) en caso de metal para cerámica (con aleaciones de cromo-níquel) hasta que esta fluya.
· Retiramos la llama y dejamos enfriar.
· Procedemos a desmontarlo desbastado, calzado y pulido de la estructura.
· Y de esta manera pueda ser probada en boca teniendo en cuenta cierres marginales, puntos de contacto, ajuste oclusal, tomando una nueva mordida para registros intermaxilar realizar un montaje definitivo de esta forma recibir la porcelana realizando la selección del color, ajuste funcional y estético en prótesis de metal porcelana.
GERARDO J. PUTNIK
Técnico Dental (U.B.A.)
Bibliografía:
· Shillingburg, Hobo, Whitsett; Fundamentos de Prostodoncia Fija; Ed. La Prensa Médica Mexicana SA.
· Luiz Fernado Pegoraro, Accácio Lins Do Valle, Carlos Reis de Araujo, Gerson Bonfante, Paulo César Rodríguez Conti, Valércio Bonachela; Prótesis Fija; Ed. Artes Medicas Latinoamericana; 2001
Sr. Gerardo J. Putnik
Dictante de curso de Posgrado:
· Técnicas de soldaduras
· Cromo- Cobalto con Attaches
· Prótesis completa balanceadas y orgánicas
· Dentogenética y Coloración
· Demostrador y Técnico Oficial de la firma Deflex
E-mail: gerardoputnik@yahoo.com.ar
|