|
El Úxito de trabajos de prˇtesis fija, en relaciˇn al ajuste de colados, esta relacionado con diversos pasos de la tÚcnica clÝnica y de laboratorio. Uno de ellos es la etapa de impresiones. Las impresiones deben reproducir los detalles, volumen y tener estabilidad tridimensional. Es un hecho que pese al avance tecnologÝa de materiales dentales de impresiˇn, todavÝa presentan deformaciˇn cuando no se cumplen con algunos requisitos. El volumen excesivo de material presenta un mayor riesgo de deformaciˇn. Por ello las cubetas individuales nos aportan la posibilidad de trabajar con un volumen menor de material y mejor confinado para poder lograr presiˇn pareja en toda la zona de la boca a impresionar. Las cubetillas para tomar impresiones a mu˝ones nos dan las mismas ventajas, mas la posibilidad de poder ajustarse a la zona de terminaciˇn, con menor deformaciˇn , y brindando protecciˇn a la impresiˇn en el momento del retiro de la boca, dado que este es el momento donde se producen la mayor cantidad de alteraciones.
Para comenzar la descripciˇn de la tÚcnica debemos contar con un modelo del maxilar a impresionar. Podemos obtener el modelo a partir de una impresiˇn con alginato, o preferentemente con siliconas en una sola fase.
Determinar ubicaciˇn de los mßrgenes de nuestras futuras restauraciones, es fundamental para lograr ajustar las cubetillas. Una cubetilla corta no nos va a permitir confinar y proteger el material de impresiˇn. Con un lßpiz 0.5 marcamos las terminaciones y los limites de la cubeta individual, para evitar perder la referencia en el momento de alivio y recorte.
El acrÝlico de la cubetilla debe sobrepasar la zona de terminaciˇn del mu˝ˇn 0.5mm pero sin involucrar zonas retentivas de la pieza dentaria, como zonas de furcaciˇn abrasiones radiculares. La cubetilla debe quedar asentada sobre la terminaciˇn perifÚrica. ( en este caso hombro redondeado biselado).
Dejamos bien marcados los limites de la futura cubeta individual, para evitar perder la referencia en el momento del alivio o en el recorte de la misma. El requisito para que un material de impresiˇn de cˇmo resultado modelos fieles, radica en la posibilidad de actuar en espesores similares en toda la superficie de la zona a impresionar, y presionar con el material de forma pareja. Para conferirle dicha propiedad con un PKT1 y cera resinosa o regular para colados, fabricamos un casquete con un espesor de 0.5mm. Nunca debemos invadir con cera la zona de terminaciˇn, la misma debe estar en contacto con acrÝlico, para darle asentamiento, estabilidad, y la posibilidad de una mßxima reproducciˇn. En este caso la cera no debe invadir la zona de hombro biselado.
Verificamos con aumento que todos los mu˝ones tengan un espesor regular de cera y que la misma no invada zonas de terminaciˇn. Dado que al volumen de la cera representarß en el futuro el volumen del material de impresiˇn. El paso siguiente es lograr el espacio para confeccionar la cubeta individual. La decisiˇn de fabricar la cubeta individual primero que las cubetillas, radica en que existe la posibilidad de fracturar los mu˝ones en el proceso de separaciˇn de la cubetillas, con la consiguiente pÚrdida de referencia para la fabricaciˇn de la cubeta individual. El material para lograr el espacio se elige seg˙n el mÚtodo para la confecciˇn de la cubeta. En este caso se utilizˇ silicona dado que el mÚtodo a elecciˇn es por calor y succiˇn, el material debe resistir los estÝmulos fÝsicos anteriormente mencionados.
El espesor debe ser de no mßs de 4 mm desde la zona a impresionar hasta la pared de la cubeta. Debe llegar en los flancos hasta la lÝnea marcada con anterioridad. En al foto anterior lado derecho, la silicona debe llegar hasta la lÝnea, en caso contrario puede producir una sobre compresiˇn produciendo una deformaciˇn de la zona vestibular.
Concluida la polimerizaciˇn de la silicona, determinamos que placa vamos a usar de la que se encuentran en el mercado. La condiciˇn que debe cumplir es de ser lo suficiente rÝgida una vez estampada para no deformarse en el momento de la toma de impresiones. La ventaja de las placas transparentes, radica en la posibilidad de ubicar fßcilmente puntos de referencia en boca, para asentar la cubeta con mas seguridad, como vamos a ver a continuaciˇn.
Clocamos la placa en la prensa, elevamos la misma hacia la fuente de calor, y encendemos la tecla nr1 (calor). El modelo preparado anteriormente se coloca en la rejilla.
Elevando la temperatura de la placa, se deforma tomando un forma de comba y aspecto mas brillante. De acuerdo al tama˝o de la comba serß el grosor final placa. En general para este tipo de material es suficiente dejar caer la placa aproximadamente superando un centÝmetro el nivel de la prensa. En el momento que la comba llega a ese nivel, descendemos la prensa hasta llegar a la rejilla, e inmediatamente presionamos la tecla de vacÝo. La placa se adapta sobre el modelo, al finalizar el procedimiento apagamos ambas teclas.
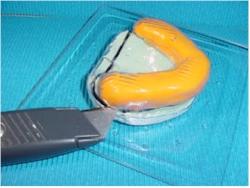
El paso siguiente es delimitar nuevamente la extensiˇn de los flancos para no perder la referencia si utilizamos instrumental rotatorio para la separaciˇn de la cubeta. Aprovechando la temperatura residual de la placa que la transforma en mas blanda, podemos cortarla mas rßpido con instrumental afilado. Una vez separada eliminamos el material de espaciado y recortamos los excesos. El acabado y pulido final es realizado con fresas de carburo tungsteno de filos amplios, gomas siliconadas, y cepillos para pulido. Tomando parte de la placa que vamos a desechar, construimos el mango. Los flacos de la cubeta deben estar correctamente romos y pulidos, para evitar lesionar la mucosa del paciente.
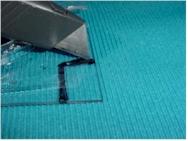
De esta manera terminamos la construcciˇn de la cubeta individual, que por transparencia, podemos ver la posibilidad de trabajo del material de impresiˇn respetando el volumen en toda la extensiˇn de la arcada.
Para realizar las cubetillas, luego de marcar bien la lÝnea de erminaciˇn perifÚrica de los mu˝ones, aislamos la superficie del modelo con separador, dejando que el mismo se integre a la estructura del modelo.
Preparamos acrÝlico de autocurado, y por goteo conformamos la zona de sellado perifÚrico. Preferentemente utilizamos acrÝlico para restauraciones provisionales, dado que es el que cuenta con el menor Ýndice de contracciˇn . Cuando el acrÝlico llega al estado plßstico terminamos de conformar la forma exterior.
Una de las posibilidades de protecciˇn contra la deformaciˇn que nos proporcionan las cubetillas, es de compensar la posibilidad de la falta de paralelismo de los pilares de la siguiente manera. Las impresiones en una sola fase, se deforman en el momento de retirarlas de la boca ya que las piezas a impresionar que estßn fuera del eje com˙n, presionan los laterales de la impresiˇn. Si las cubetillas son construidas de forma expulsiva y facetada, nos dan la posibilidad que ante la falta de paralelismo de alguno de los pilares, permanezca en la boca en el momento de retirar la impresiˇn, evitando presionar el material con las lˇgicas consecuencias. Con la ayuda de la faceta labrada en la pared externa de la cubetilla, la recolocamos en la huella dejada en la impresiˇn mayor, como se fuese un poste de impresiˇn de implante.
La conformaciˇn de la cubetilla se realiza hasta el margen gingival, para dar lugar al material acrÝlico de rebasado de ajuste que se realizarß posteriormente en boca. Si los mu˝ones o piezas a impresionar tienen poca distancia entre ellos, es conveniente dejar la cubetillas unidas. Esto previene que en el momento de retirar una cubetilla prˇxima a otra, al quedar solamente unidas por el material de impresiˇn, despeguemos el mismo de la cubetilla que permanece en boca. De esta manera tenemos terminada las cubetillas y las cubetas para ser utilizadas como veremos en el prˇximo articulo.
|